ENSAYO
SISTEMAS PREDETERMINADOS DE MEDIDA DE TIEMPOS
INTRODUCCIÓN
La medición del trabajo permite, en base a la aplicación de diversas técnicas, determinar los tiempos estándares necesarios para llevar a cabo las operaciones.
Un estándar es el patrón a seguir más importante que proporciona la operación exitosa de una organización. Los tiempos estándar son el tiempo que requiere un operario calificado promedio, a un ritmo normal de trabajo, para realizar una tarea especificada mediante el empleo de un método prescrito; debiendo éste incluir el tiempo que se destina para las necesidades personales del trabajador, la fatiga y la demora.
Un operario calificado promedio es quien representa a la persona que realiza la operación. Alguien diestro en la tarea y que puede realizarla de manera ordenada durante toda la jornada laboral.
El ritmo normal de trabajo es una tasa de trabajo que el operario puede mantener durante toda la jornada laboral. No es ni demasiado rápido ni demasiado lento, sin embargo es muy difícil mantener un ritmo normal durante todo un día. Simplemente representa el ideal a considerar que el trabajador promedio puede mantener durante un largo tiempo.
Una forma de fijar los tiempos estándar es mediante el uso de sistemas de tiempo predeterminados. Los cuales son un método de medición de trabajo que se basa en el movimiento. Cada movimiento que se describe y codifica tiene asignado un tiempo específico para su realización, teniendo el supuesto de que se identificaron los movimientos correctos antes de asignar los tiempos.
DESARROLLO
Los sistemas de tiempo predeterminado proporcionan información de los ciclos de trabajo manual en términos de movimientos humanos básicos. Se pueden clasificar de diversas formas, pero podemos decir que hay dos grupos generales:
- Los relacionados con el objeto
- Los relacionados con el comportamiento
A continuación se enlistan los métodos o sistemas a tratar en este ensayo:
- MTM
Medición del tiempo de métodos. Creado por Maynard, Stegemerten y asociados. En la actualidad es conocido como MTM-1 y se basa en cuatro factores principalmente: habilidad, esfuerzo, regularidad y rendimiento.
Es un procedimiento que analiza la operación y la desglosa en los movimientos básicos necesarios para su realización, además de asignarle a cada movimiento básico un tiempo estándar predeterminado basándonos en su naturaleza y en las condiciones en las que se lleva a cabo.
Analiza cualquier actividad
manual. A cada movimiento se le asigna un tiempo predeterminado en base a la
índole del movimiento y a las condiciones en las que se realiza.
La ley por la que se rige el
uso de los movimientos en el MTM es: ¨Principio
de la reducción de movimientos¨
Utiliza
1. Un
sistema de clasificación de los movimientos
2. Símbolos
para identificar los movimientos básicos
3. Valores
de tiempos predeterminados
Movimientos MTM-1 más comunes:
-Alcanzar.El más común.
-Trasladar. Transportar un objeto a un sitio.
-Girar. Girar la mano respecto al eje largo del antebrazo.
-Posicionar. Alinear, orientar o engranar un objeto con otro.
-Asir. Control de uno o más objetos con los dedos o manos.
-Liberar. Entregar el control de un objeto.
-Separar. Romper el contacto con el objeto.
-Tiempos oculares. Los ojos dirigen movimientos de las manos o el cuerpo.
-Movimientos corporales. Los movimientos se realizan con todo el cuerpo.
Los movimientos caen bajo dos tipos de control:
De control de proceso y de
Control humano. Los de control humano son los que analiza MTM
En este sistema el tiempo estándar tiene la siguiente descripción y valores equivalentes. Los cuales son utilizados al momento de hacer la toma de tiempos.

Los datos MTM-1 estándares que ocupamos para nuestra toma de tiempos con este tipo de sistema se muestran en las siguientes tablas en base a cada tipo de movimiento empleado:






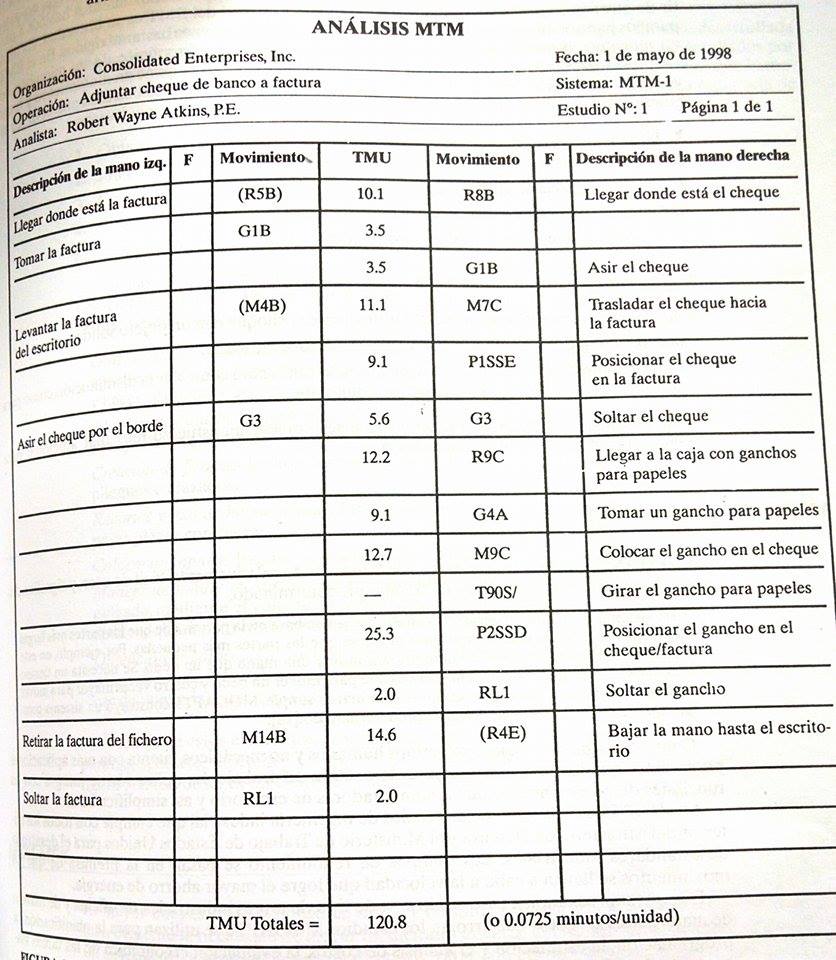
FORMATO DEFINIDO:
El formato para el registro de tiempos
en MTM se conoce como Hoja de análisis de
métodos. Básicamente debe contener: descripción de la operación, código (utilizando
los símbolos correspondientes) y tiempo (TMU).
Este tipo de sistema es el más publicitado sobre calificación del rendimiento y el más utilizado.
Este tipo de sistema es
el más publicitado sobre calificación del rendimiento y el más utilizado. Está reconocido
por la OIT como una de las principales técnicas de medición de trabajo en el
libro “Introducción al estudio del trabajo” de la Oficina Internacional del
Trabajo (Ginebra).
Con el principal objetivo de agilizar la
aplicación del sistema, se han desarrollado nuevos sistemas basados en el MTM
inicial, aplicando los conocimientos extraídos de la experiencia de años de
utilización en múltiples industrias. Como consecuencia este sistema MTM
original se rebautizó como MTM-1.
Los movimientos básicos en el sistema
MTM están divididos de la siguiente manera: 8 elementos manuales, 2 elementos
oculares, 7 elementos de las extremidades y 2 elementos del tronco. Por lo que
suman 19 los movimientos fundamentales que se necesitan para establecer un
patrón de movimientos.
PASOS A SEGUIR EN EL ANÁLISIS DE UNA
OPERACIÓN CON EL MTM:
· Determinar
los movimientos básicos con los que se compone una operación manual.
· Definir
las variables que afectan al movimiento u operación en estudio.
· Buscar
en las tablas correspondientes a cada elemento básico.
· Sumar
los valores obtenidos en las tablas
DESVENTAJAS CONSIDERABLES:
No abarca elementos controlados
mecánicamente ni movimientos restringidos de proceso y aspectos similares. Un movimiento
controlado describe el desplazamiento manual de un objeto que sigue una
trayectoria controlada, es decir, el movimiento del objeto está restringido por
lo menos en una dirección por el contacto o por estar adherido a otro objeto, o
porque el trabajo requiere que el objeto deliberadamente se mueva a lo largo de
una trayectoria específica o controlada.
Es eficiente pero pocas personas comprenden
lo que sucede, por lo que crea más desconfianza entre los ingenieros y
especialistas industriales.
No es tan fácil descomponer una operación
en los movimientos básicos que este sistema abarca, como son muy específicos no
todas las personas los pueden desglosar de la misma manera y en forma adecuada en
función al modelo MTM.
TIPOS
DE SISTEMAS MTM:
MTM-1
MTM
significa “Medida del Tiempo de los Métodos”, y es un sistema mundialmente
utilizado
para el estudio del trabajo y que se basa en el análisis de los métodos
operatorios por micro movimientos. La gran ventaja del MTM sobre los sistemas
convencionales de cronometraje es que al realizar el estudio de trabajo, se
analiza de forma muy precisa el método (el tiempo de ejecución de un trabajo siempre
es una consecuencia del método empleado), con lo cual se consiguen importantes
mejoras en los métodos, los procesos, la calidad, la ergonomía y consecuente-
mente reducimos los tiempos de producción. Para analizar un movimiento o método
manual determinado, toma en cuenta los movimientos básicos de éste y los
valoriza en TMU.
MTM-2
Debe
hallar aplicación en asignaciones de trabajo en las que: La parte de esfuerzo
del ciclo de trabajo es de más de un minuto de duración El ciclo no es
altamente repetitivo La parte manual del ciclo de trabajo no implica un gran
número de movimientos manuales complejos o simultáneos. Se consideran 11 clases
de acciones denominadas categorías:
1.
Get (tomar)
2.
Put (poner)
3.
Get weight (obtener con peso)
4.
Put Wight (poner con peso)
5.
Regrasp (agarrar otra vez)
6.
Apply pressure aplicar presión)
7.
Eye action (acción del ojo)
8.
Foot action (acción del pie)
9.
Step (paso)
10.
Bend & arise (doblarse y levantarse)
11.
Crank (acción de manivela)

MTM-3
El
MTM-3 se puede utilizar eficazmente para estudiar y mejorar métodos, evaluar
métodos en alternativa, desarrollar datos y fórmulas estándares y establecer
estándares de actuación. MTM-3 no debe emplearse en relación con operaciones
que requieren tiempos de enfoque ocular o de desplazamiento de los ojos, puesto
que los datos no consideran estos movimientos.
La
exactitud del MTM-3 está dentro de + - 5%, con un 95% de nivel de confianza
cuando se compara con el análisis MTM-I en ciclos de aproximadamente 4 minutos,
exclusivamente para limitar el tiempo de proceso y en operaciones que no
requieren tiempos para enfocar o desviar la vista. Se ha estimado que el MTM-3
puede ser aplicado en aproximadamente 1/7 del tiempo de MTM-I. El sistema MTM-3
consiste en solamente las siguientes cuatro categorías de movimientos manuales:
1. Manejar: Una secuencia de movimientos con el propósito de controlar un
objeto con la mano o dedos y colocarlo en un nuevo sitio. 2. Transportar: Un
movimiento con el propósito de colocar un objeto en un nuevo lugar con la mano
o los dedos. 3. Movimientos de pasos y pies: Son los mismos definidos en MTM-2.
4. Flexionarse y levantarse: Estos también son los mismos definidos en MTM-2
USOS:

Los siguientes enlaces describen de forma más detallada su utilización y aplicación.
*Sistema MTM:
https://www.youtube.com/watch?v=E3wOQV-rucY
*Estudio del trabajo-mtm y tiempos predeterminados:
https://www.youtube.com/watch?v=Yf-0MBwJezI
- WORK FACTOR
Factor de trabajo. Primer sistema de tiempo predeterminado desarrollado por A.B. Segur, alrededor de 1925. Es el sistema que permite determinar el tiempo normal para las tareas que se realizan mediante el uso del tiempo de los movimientos.
Un concepto fundamental para este sistema es el movimiento básico, que según su definición es aquel movimiento que requiere la menor cantidad de dificultad y precisión a una distancia específica y con una combinación de movimientos de los miembros del cuerpo.
Existen 8 elementos estándares del factor de trabajo: transporte, asimiento, preposición, armado, uso, desarmado, proceso mental y liberación.
Las variables que se toman en cuenta para la toma de tiempos de movimientos manuales en este tipo de sistema son:
- El miembro del cuerpo que se va a emplear para realizar la tarea.
- La distancia que se va a recorrer (medida en línea recta).
- El grado de control manual que se requiere.
- El peso o la resistencia del miembro del cuerpo a emplear.
- El sexo del operario.
Se usa para operaciones de ciclo corto y trabajo repetitivo.
El siguiente enlace muestra un ejemplo para ayudar a un mejor entendimiento de este sistema.
https://www.youtube.com/watch?v=DfGs2Y5WJ14
- MOST
Los sistemas Most de medición se concentran en el movimiento de objetos. Su principio fundamental es: un trabajo eficiente, sin complicaciones y productivo se efectúa cuando los patrones de movimientos básicos se distribuyen en base a una planeación o método y se desplazan uniformemente.
Aquí se estudian los movimientos básicos no por separado si no como un conjunto de ellos, llamado actividades fundamentales, que es básicamente el mover objetos. Pues para trasladar un objeto se necesita de una secuencia estándar de movimientos o eventos.
Los objetos sólo se trasladan de dos formas:
- Se recogen y se trasladan libremente en el espacio
- Se trasladan y se mantienen en contacto con otra superficie
Si existe el uso de herramientas en el desarrollo de la actividad, se analizan con una serie de actividades por separado, permitiendo tener una combinación de dos modelos de secuencias básicas.
En el modelo Most solo se necesitan tres secuencias de actividades para describir el trabajo:
- La secuencia de traslado general. Cuando se mueve un objeto libremente en el aire.
La secuencia de actividad en este caso se compone de cuatro subactividades:
A Distancia de acción del cuerpo
B Movimiento del cuerpo
G Ganar control
P Colocar
- La secuencia de traslado controlado. Cuando el movimiento del objeto se mantiene en contacto con la superficie o sigue una trayectoria controlada. Por ejemplo, operar una palanca o activar un botón.
Las subactividades que componen a esta secuencia además de los parámetros A, B, G son:
M Traslado controlado
X Tiempo de procesamiento
I Alineación
- La secuencia de uso de herramientas. Para el uso de herramientas manuales. Se emplean actividades como ajustar o aflojar, cortar, limpiar, calibrar etc. Su modelo de secuencia es una combinación de traslado general y traslado controlado.
A continuación se presentan las subactividades de forma resumida en dos grupos, manejo manual y manejo con equipos:


Este sistema es apropiado para cualquier trabajo que contiene variaciones de un ciclo a otro (BasicMost). El ciclo se repite de manera idéntica por un periodo determinado (MiniMost). O en ciclos no repetitivos que exceden los dos minutos (MaxiMost).
Para un mejor entendimiento, el siguiente enlace describe una aplicación de este sistema en el maquinado de una barra.
https://www.youtube.com/watch?v=HfrbfL0ZD34
Aquí otro video
https://www.youtube.com/watch?v=NiwpFJ5guQ0- MODAPTS
Arreglo modular de tiempos estándar predeterminados. Es un sistema de tiempo predeterminado fácil de usar desarrollado en Australia. Se basa en el hecho de que las partes más largas del cuerpo necesitan más tiempo para moverse que las partes más pequeñas.
Es una reconocida técnica basada en los criterios del Ministerio de Defensa y el Ministerio de trabajo de Estados Unidos para el desarrollo de estándares industriales.
Los tiempos de rendimiento se basan en que los movimientos se lleven a cabo a una velocidad que se logre el mayor ahorro de energía posible.
Los movimientos en este tipo de sistema se describen y clasifican de la siguiente manera, asi como sus frecuencias (es decir las veces que se realiza un movimiento en un periodo determinado):

Como describe el trabajo en términos humanos y no mecánicos, cuenta con más aplicaciones que los sistemas anteriores. Se emplea para analizar todo tipo de tareas industriales, de oficina y de manejo de materiales. Los datos que arroja este sistema se utilizan para la planificación, la programación, la estimación y el análisis de costos, evaluación ergonómica de las tareas manuales etc.
A continuación se presenta en el siguiente video una aplicación de este método de toma de tiempos en un ejemplo básico como cambiar la pila de un control.
https://www.youtube.com/watch?v=sErosziwCg8
Este otro enlace presenta otro ejemplo de aplicación del ensamble de un avión de juguete
https://www.youtube.com/watch?v=67DNVRqdf5M
- DATOS DE INTEGRACIÓN GENERAL (GSD)
Datos desarrollado a base del sistema MTM. Fueron desarrollados por Methods Workshop Limited de Lanchashire, Inglaterra. Básicamente es una técnica aplicable al análisis de métodos de trabajo y establecimiento de tiempos estándar en la industria indumentaria (de confección).
Los movimientos básicos que en este sistema son:
- Obtener las piezas
- Juntar las piezas
- Coser las piezas con diversas alineaciones
- Recortar los hilos
- Poner las piezas a un lado
Las principales categorías de los GSD son:
-Obtener y hacer coincidir la pieza o piezas. Se pueden colocar y hacer coincidir dos piezas juntas, por separado, con el prensatelas o con ayuda de una mano o bien las dos.
-Creación de formas. Formar pliegues, rayas o bien deshacerlos.
-Recortes y uso de herramientas. Se puede cortar con tijeras, los hilos cortarse con una hoja fija y separar las piezas con tijeras también.
-Colocación aparte. Descartar piezas y dejar piezas a un lado con una o ambas manos.
-Manejo de máquina. Uso de maquina de coser mediante el volante para subir y bajar la aguja, manipular la palanca de la maquina para coser al principio o al final.
-Obtención y colocación. Obtener las piezas y colocarlas bajo ciertas condiciones, como por ejemplo el uso de una o ambas manos, sólo por contacto, colocar de nuevo la pieza en un sitio etc.
Movimientos y tiempos GSD:

Ejemplo de un análisis de medición del trabajo en base a GSD:

CONCLUSIÓN
La medición del trabajo es una parte primordial para el éxito de cualquier organización. Pues proporciona datos esenciales para su buena administración, calidad y funcionamiento.
Para los sistemas de medida de tiempos el aspecto principal es el cuerpo humano y los movimientos que sus miembros pueden realizar en un determinado tiempo. Las técnicas que en ellos se emplean se han complementado desde años atrás con el conocimiento de importantes mentores de la Ingeniera Industrial, llegando así a ser unas de las herramientas más utilizadas para describir al tiempo que se emplea al realizar una actividad como un tiempo estándar. Así pues los sistemas vistos proporcionan como resultado datos estándar y la estandarización nos ayuda a balancear nuestra producción, controlar el proceso, obtener calidad y así adquirir la confianza del sector social.
Por lo tanto estos sistemas de medida de tiempos ayudan a mejorar el proceso productivo, omitir los gastos económicos fuertes e innecesarios y hacer que los tiempos se inviertan de manera adecuada, teniendo como gran beneficio el aumento de la productividad y con esto mayores ganancias (si se toman en cuenta los términos monetarios).
Muchas compañías optan por utilizar dichos sistemas o métodos, pues resulta de gran utilidad para su administración y operaciones.
Como Ingenieros Industriales debemos ser capaces de fijar estándares sin importar la metodología que utilicemos, estando a la vanguardia de la tecnología y teniendo una capacidad analítica, organizacional y sistémica para la implementación adecuada de estos sistemas en cualquier ámbito en el que nos desarrollemos.
REFERENCIAS
- Maynard, Zandin Kjell B. Manual del Ingeniero Industrial. 5ta. Edición (2010) México, D.F.
- MtmIngenieros. ¿Qué es el MTM? (s.f.). Recuperado de:
http://mtmingenieros.com/knowledge/que-es-el-mtm/
- Oficina Internacional del Trabajo. Introducción al estudio del trabajo. 4ta. Edición (1996) Ginebra. Recuperado de:
https://teacherke.files.wordpress.com/2010/09/introduccion-al-estudio-del-trabajo-oit.pdf
- Neria Alfredo Caso. Técnicas de medición del trabajo. 2da. Edición (s.f.) Madrid, España. Recuperado de:
http://tesis.uson.mx/digital/tesis/docs/3251/Capitulo4.pdf
REALIZADO POR:
Yaravi Yelitza Sarabia Robles
Metodologías ligadas a los métodos y tiempos son muy importantes de analizar en las empresas.
ResponderEliminarMartina
gracias me sirvió mucho, se agradece el por el trabajo muy bien explicado
ResponderEliminar